For years, one pattern has repeated itself whenever I visit a PVC extrusion plant.
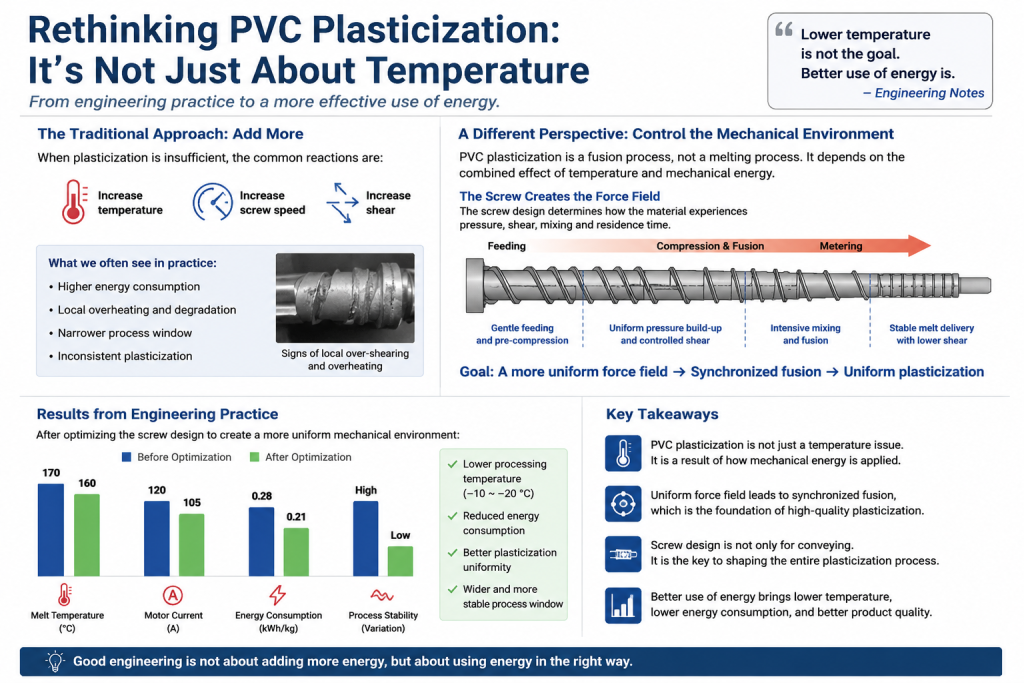
When the material doesn’t plasticize well, the first response is almost always the same: increase the barrel temperature, increase the screw speed, or generate more shear.
Sometimes these adjustments work. But they often create new problems—higher motor current, localized thermal degradation, a narrower processing window, and a process that becomes even harder to stabilize.
That led me to ask a simple question: if increasing temperature is always the best solution, why do we keep facing the same problems?
Over time, I began looking at PVC extrusion from a different perspective.
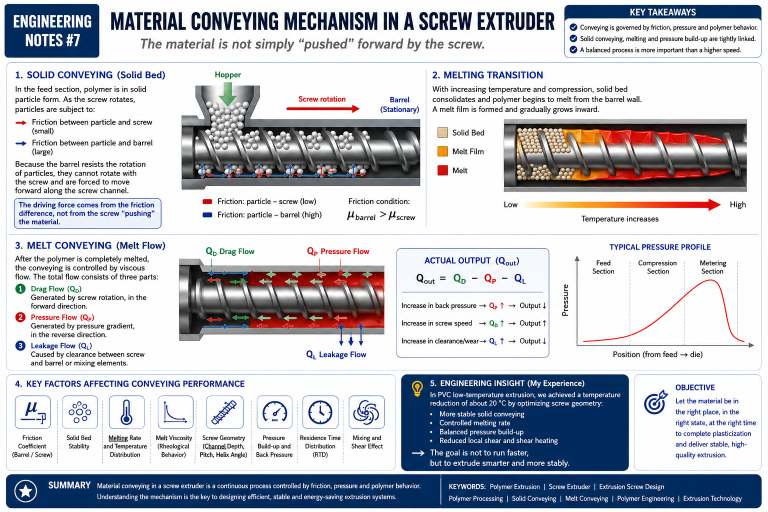
Unlike polyethylene or polypropylene, PVC does not simply melt and flow once it reaches a certain temperature. It goes through a gradual fusion process. Powder particles are compacted, brought into contact, and progressively fused into a continuous viscoelastic melt under the combined effects of pressure, shear, and heat.
From an engineering standpoint, temperature is only one of the conditions required for fusion. The quality of plasticization is determined by both the mechanical loading and the thermal history experienced by the material.
If the local mechanical load is too high, excessive shear heating occurs. If it is too low, some particles never fully fuse. The average plasticization may appear acceptable, while the melt itself remains non-uniform.
When we optimized our extrusion system, we chose a different starting point.
Instead of raising the processing temperature, we redesigned the screw geometry to create a more uniform mechanical environment for the material.
Our objective was not to generate more shear. It was to help the material experience a more consistent plasticization process.
After implementing these changes, rigid PVC could be processed at around 160°C and flexible PVC at approximately 150°C. Motor current decreased, processing became more stable, and the operating window became wider.
To me, lower processing temperature was never the achievement. It was simply the consequence of a better plasticization process.
These years of engineering practice have changed the way I think about PVC extrusion.
Rather than asking how much more heat we should add, I believe we should ask how effectively mechanical energy is being used.
A screw does far more than convey material. It determines how the material is compressed, sheared, transported, and ultimately plasticized.
When the mechanical action becomes more uniform, fusion becomes more stable, and the dependence on high processing temperatures naturally decreases.
I don’t believe screw design alone can solve every processing problem. Material formulation, stabilizer systems, machine accuracy, and process settings all matter.
But my engineering experience has convinced me of one thing:
Before increasing the temperature, it is worth asking whether the plasticization process itself can be improved.
The best engineering solutions rarely come from adding more energy.
They come from using the available energy more effectively.